 |
“인-코일은 원래 미국의 NASA에서 우주 산업용으로 개발한 제품이다. 우주, 항공 산업의 발달과 함께 그 용도를 확대하여 여러분야에서 폭넓게 채택하고 있다.
국내에서는 (주)여명화스너산업이 1991년부터 개발에 착수하여 수년간의 연구 결과 1996년 10월부터 제조 판매하고 있다.
세계적으로 소형화, 경량화를 추구함에 있어서 필수적인 것이 우선 재질을 가볍게 하는 것이다. 따라서 플라스틱, 알루미늄등 비교적 무르고 가벼운 것을 선택하게 된다.
그러다 보면 먼저 볼트의 채결에 있어서 문제가 발생한다.
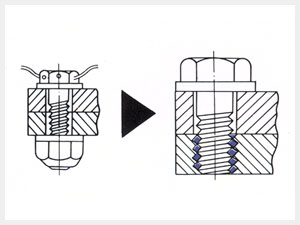
바로 그것을 혁신적으로 해결한 것이 ”나사의 혁명”인-코일이다.
경합금, 다이케스터, 주철, 플라스틱, 목재 등에 강한 토크에 견디는 암나사를 형성하기가 아주 곤란했다. 또, 지금까지 기계 고장의 원인을 돌이켜보면 대부분 볼트에 의한 것이 대부분이다.
따라서 귀사 제품의 품질을 향상하기 위해 기계의 종합 성능을 높이기 위해 인-코일의 채택을 권한다. |

1. 미국에서 발명된 이상적인 나사 부쉬이다.
2. 18-8스텐레스鋼(硬度HRC43~50, 引張度 100kgf/㎟)로 만들어졌다.
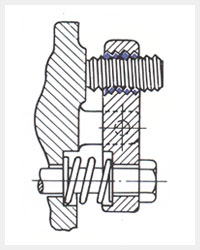
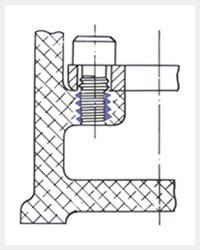
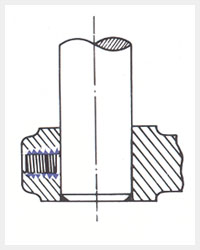
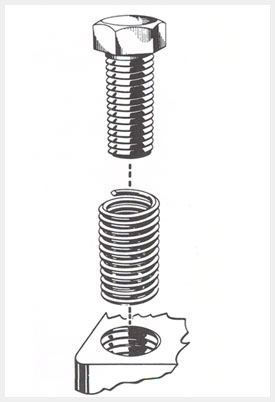
3. 위의 그림과 같이 마름모 단면의 선재를 감은 스프링과 같은
형태를 하고 있다.
4. 국내에서는 「인-코일」,「IN-COIL」로 판매되고 있다.
5. KS1級의 고정도 암나사도 조건대로 제작 가능하다. |

주문시에는 코일의 종류, 나사의 종류, 규격, 피치, 길이 재질을
명시해 주세요.
 | |